
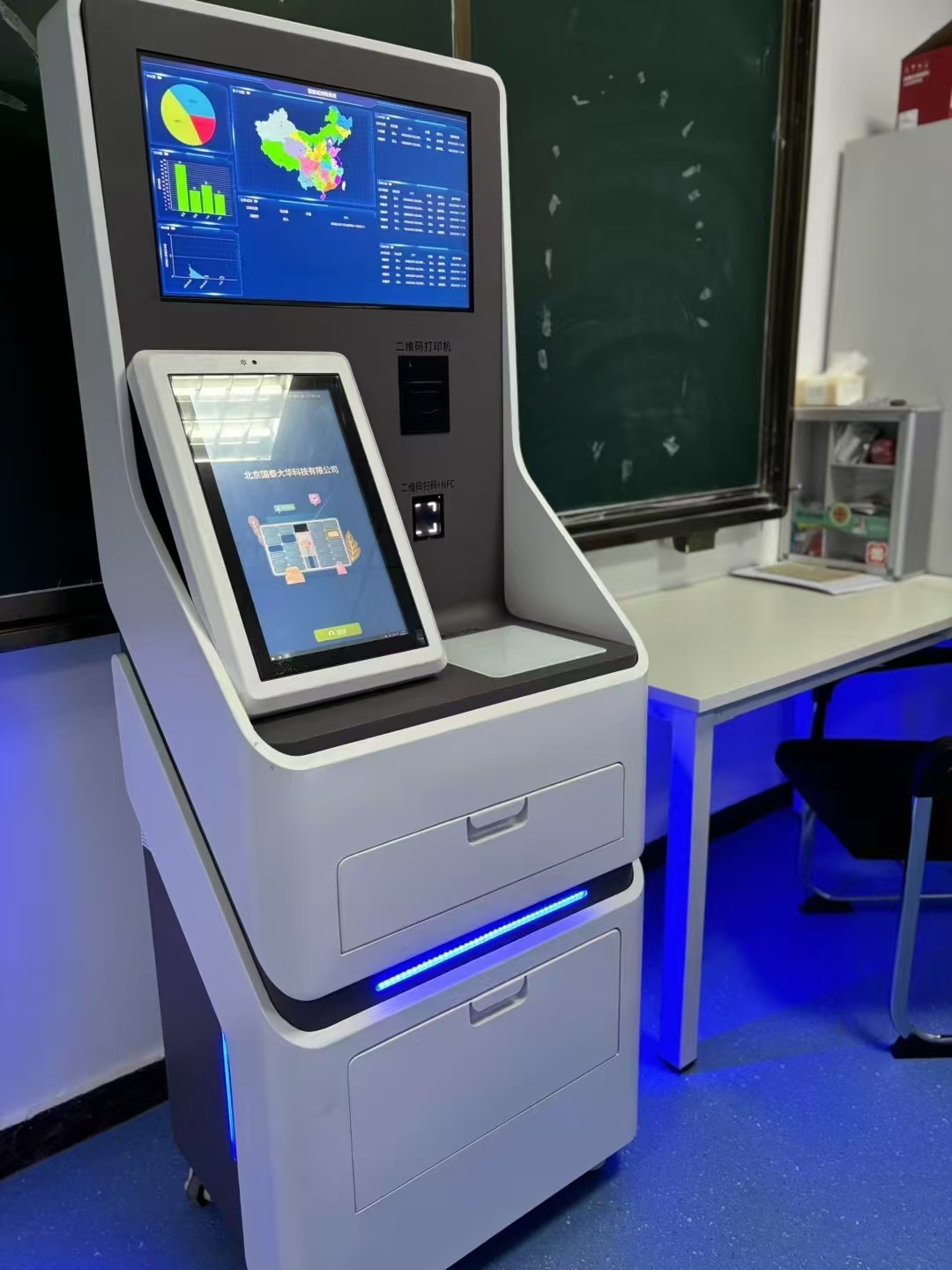
ChemGuard Console
Overview
The LS-RQ Series is designed for reagent rooms, reagent warehouses, and laboratories to manage the check-in and check-out of chemical reagents and hazardous materials. It features a contactless automatic scanning function and optional remote monitoring and intelligent IoT connectivity. It also supports dual-user authentication with dual-lock security.
Business Functions
- Check-in: Contactless batch check-in with optional reagent weighing module
- Check-out: Contactless batch retrieval with automatic reagent identification
- Return: Contactless batch return with optional weighing verification
- Disposal: Admin-led sorting, inventory cleanup, and disposal of expired or unused reagents
Security Management
Local Audio-Visual Alarms: Alerts for critical inventory thresholds or operational errors
Identity Authentication: Supports password, NFC, facial recognition, fingerprint, voice recognition, and OTP
Dual-User Authentication: Supports single-user or dual-user authentication for added security
Alerts & Notifications: Warnings for inventory limits, expiry dates, and incorrect retrievals
Hardware Specifications
External Dimensions: 6003801680mm (LWH)
Material: Sheet metal construction
Power Supply: 100–242V/50–60 Hz; Max Current: ≤1.75A
Operating Environment: Temperature: -30℃ to 70℃
Structure Type: Vertical cabinet
Display: Main screen: 15.6-inch capacitive touchscreen, 19201080 resolution
Data Screen:* 23-inch, 2560*1080 resolution
Scanning Device: Automatic shelf scanning (RFID, frequency: 902-928MHz, standard: ISO 18000-6C)
Authentication: NFC, facial recognition, account/password
Industrial PC: High-stability industrial control computer with quad-core CPU, 4GB RAM, 250GB SSD
Expandable Sub-Cabinet Capacity: Up to 64 units
Software Specifications
Operating System: Microsoft Windows 10
Development Framework: Microsoft .NET Framework 4.0
Database: MySQL 5.0 relational database
Video Recording: H.264 encoding for operational video logging, triggered by reagent retrieval, return, or query actions. The system automatically records all operations and stores alarm logs.
Backup Options: Network and USB backup available
Core Functions
- MSDS Database: Built-in Material Safety Data Sheets (MSDS) for reagent lookup
- Search & Query: Tracks check-in/check-out records
- User Management: Supports user creation, editing, and deletion, including biometric data enrollment (Internet deployment supports user data synchronization)
- Permission Management:
- Super Administrator: Personnel settings, backend operations, system queries
- Administrator: Check-in/out operations, data export, backend management
- Standard User: Permission to retrieve, return, and check-in reagents
- Video Management: Search and playback video logs, with customizable retention periods
- Data Analytics: Inventory and transaction statistics with graphical representation
- SDS (Safety Data Sheet) Query Module: Lookup via RFID tag scanning or manual entry of CAS number
